
全国服务热线:400-0791-855
网址:www.taianalu.com
地址:江西省南昌市安义县红山大道
断桥铝型材挤压模具如何做到正确挤压及维护,铝型材挤压如何做到更好,那就要科学延长模具寿命,合理使用模具进行生产是不容忽视的一个方面。由于挤压模具的工作条件极为恶劣,在挤压生产中一定要采取合理的措施来确保模具的组织性能:1.采取适宜的挤压速度。在挤压过程中,当挤压速度过快时,会造成金属流动难于均匀,优质断桥铝合金厂家铝金属流和模具腔内壁摩擦加剧致使模具工作带磨损加速,模具温度实际较高等现象。如果此时金属变形产生的余热不能及时被带走,模具就可能因局部过热而失效。如果挤压速度适宜,就可避免上述不良后果的发生,挤压速度一般应控制在25mm/s以下。2.合理选择挤压温度。挤压温度是由模具加热温度、盛锭筒温度和铝棒温度来决定的。

传统的断桥隔热型材由三层密封。萍乡断桥铝合金三层密封已不能满足用户的高标准要求。大多数门窗采用四点非金属材料条带连接,严重影响金属门窗的使用寿命。当一些门窗框和门窗口再进行固定结合时,由于强度不够,需要增加。金属框架保证了门窗的强度,大大降低了断桥门窗的节能效果。9层密封加强了断桥附框包口门窗型材,有效地解决了传统门窗型材节能不足的问题,实现了密封性能的突破,大大提高了门窗的保温效果。同时,也提高了断桥门窗型材的连接强度,延长了门窗的整体使用寿命。制作包括框架型材扇部型材、包口插条、附框扣板槽口、附框扣板、普通三密封皮带,多腔三密封皮条和高弹三密封皮条,框部型材的一侧通过附框扣板槽口与附框扣板扣接,附框扣板的外侧面插接有包口插条。

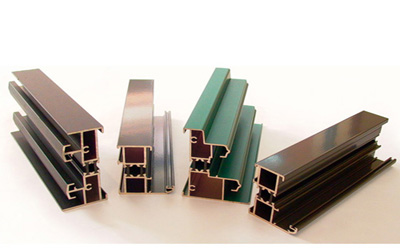
1.先从组装设计来了解:断桥彩色铝门窗是通过1.4mm或1.4mm以上的壁厚切成45度角,拐角处用3mm以上的专用插件通过门窗组装成套设备,挤压定位。而普通门窗则是用1mm左右的普通角铝用拉铆钉连接而成,其牢固安全程度则差,但造价低。而组装好的彩色断桥铝门窗成人站立于上走动也不会有问题。成套设备组装出来的和用人工现场操作组装的在技术上要求上都相差甚远,专用断桥铝型材和普通铝型材是不能比较的。2.在从色彩处理技术上来了解:优质断桥铝合金厂家是必须由铝材厂家专业生产周期定做而成其表面颜色处理都专业化技术化,使用期限是永久性的,而普通彩色铝门窗只是由普通任何一种铝材,不经专业化处理涂装自己要的一种颜色,技术处理没有铝材生产厂家到位专业,涂装效果和使用年限不会太好。

吃不准中空玻璃能不能用于断桥型材门窗上?其实中空玻璃可以用于断桥型材门窗上,中空玻璃是在多片玻璃的每相邻两片玻璃之间,四周用支撑框架密封隔离固定,形成一密封空间,非密封空间用外层密封胶密封填平,其一块或多块使用单片防火玻璃。支撑框架与玻璃的接触表面上用内层密封胶粘接;支撑框架呈内空结构,其外边缘的两直角制成45度2毫米的倒角结构。萍乡断桥铝合金厂家经过试验证明中空玻璃有降低建筑能耗,并有很好的隔热使用性能:1.降低辐射传热系数要降低这数值,只能通过降低玻璃的透过率,提高玻璃的反射率,即采用具有功能控制作用的镀膜玻璃、吸热玻璃、低辐射玻璃(LOW-E)做基片,可以很好的控制中空玻璃的辐射传热系数。镀膜玻璃可以通过对镀膜层物质的调节,很好的控制通过的太阳光,更多的反射红外光和紫外光,达到节能目的。

一种用于门窗密封的硅酮密封胶为何突然出现与型材不粘接的现象了,此种胶是型材、玻璃密封的常用胶,密封效果很是不错。出现不粘接情况的阐述如下1.施工过程中,清洗或者涂底涂液方法不符合施工工艺。解决方法:按照“二次抹布法”清洗,1小时内进行下一步施工;具体操作工艺可参考天元系统门窗用胶产品手册施工工艺;2.施工不规范,例如施工前未做硅酮密封胶粘接性测试,未按要求清洗基材。解决方法:优质断桥铝合金厂家确保基材清洗干净,按规范要求进行施工,门窗企业大多不做粘接性试验与清洗基材,我们应该足够重视;3.基材材质问题,例如不同批次基材存在差异等。解决方法:严格使用与粘接性试验一致的材料。在生产过程中,不同批次的材料都需要随机进行现场粘接性试验;4.环境温度低,导致初始粘结速度慢,门窗安装后出现不粘接。

 全国服务热线:400-0791-855
全国服务热线:400-0791-855
